
Cos'è il ciclo frigorifero
Il ciclo frigorifero è un processo termodinamico che permette di trasferire calore da un ambiente a temperatura più bassa a uno a temperatura più alta, grazie all’utilizzo di un refrigerante e di apposite apparecchiature. Questo sistema è alla base del funzionamento di dispositivi come frigoriferi, climatizzatori e pompe di calore.
Attraverso una sequenza di cambiamenti di stato e di pressione del refrigerante, il calore viene assorbito e rilasciato in modo controllato.
Come funziona un ciclo di refrigerazione?
Il ciclo di refrigerazione si sviluppa attraverso quattro fasi principali: compressione, condensazione, espansione ed evaporazione. Il ciclo frigorifero ad assorbimento si distingue nettamente dal ciclo a compressione, infatti le pompe di calore tradizionali utilizzano un compressore elettrico o endotermico per comprimere il refrigerante, mentre nel ciclo ad assorbimento questa fase viene sostituita da un processo chimico di generazione e assorbimento. Vediamo nel dettaglio tutte le fasi.
Compressione (nei sistemi a compressione)
Nei sistemi a compressione, il refrigerante sotto forma di gas a bassa pressione viene compresso in un compressore, aumentando sia la sua pressione che la sua temperatura. Questo processo è fondamentale per preparare il refrigerante alla condensazione. Nel ciclo ad assorbimento, questa fase non è presente perché viene sostituita da un apporto di energia termica nel generatore.
Condensazione
Il refrigerante, compresso (nei sistemi a compressione) o riscaldato nel generatore (nei sistemi ad assorbimento), entra nel condensatore. Qui rilascia il calore accumulato all'ambiente circostante o a un fluido termovettore. Durante questa fase, il refrigerante cambia di stato da gas a liquido.
Espansione
Dopo la condensazione, il refrigerante liquido passa attraverso una valvola di espansione o un dispositivo di laminazione. In questo processo, la pressione e la temperatura del refrigerante diminuiscono drasticamente, preparandolo per l'evaporazione.
Evaporazione
Infine, il refrigerante entra nell'evaporatore, dove assorbe calore dall'ambiente circostante. Questo lo fa evaporare, trasformandolo nuovamente in gas e chiudendo così il ciclo. Nel caso delle pompe di calore ad assorbimento, l’energia per l’evaporazione viene fornita prevalentemente da fonti rinnovabili come l’aria, l’acqua o il terreno.
La pompa di calore ad assorbimento GAHP: un'introduzione
La pompa di calore ad assorbimento GAHP è un‘apparecchiatura termodinamica atta a trasferire calore da sorgenti termiche a bassa temperatura a sottosistemi di riscaldamento, elevando il livello termico dell’energia prelevata.
Il ciclo frigorifero GAX: un'alternativa al ciclo di Carnot
Il circuito frigorifero delle GAHP è derivato dal ciclo GAX (Gas Absorption heat eXchanger). Rispetto al classico ciclo frigorifero delle macchine elettriche derivato dal ciclo teorico di Carnot, il sistema adottato nell’assorbimento differisce per l’introduzione delle fasi di generazione e assorbimento in luogo della compressione.
A valle della generazione seguono una condensazione ed un’evaporazione al cui termine si aggiunge l’assorbimento del fluido refrigerante nel fluido assorbente con forte sviluppo di calore. La fase di generazione di fatto è costituita dalla separazione per evaporazione dell’ammoniaca dall’acqua mediante l’apporto termico di una fiamma, ed è preceduta da una serie di scambi termici di pre-riscaldo della soluzione in ingresso al generatore.
La fase d’assorbimento è costituita da una reazione chimica esotermica dovuta alle caratteristiche chimico fisiche dei due composti utilizzati e dalle proprietà del processo che governa la loro miscela.
L'ottimizzazione energetica del ciclo ad assorbimento
La particolarità del ciclo utilizzato nelle macchine ad assorbimento è quindi quella di poter contare su di un ottimo sviluppo di energia termica all’interno del ciclo stesso grazie alla reazione d’assorbimento tra il refrigerante e l’assorbente. Questa caratteristica consente di ridurre il fabbisogno energetico della macchina, riducendo i consumi di combustibile e rendendo l’efficienza della macchina poco influenzata dalla temperatura della fonte rinnovabile d’energia (aria, acqua o terreno).
Il funzionamento del ciclo frigorifero GAHP-AR
Per una descrizione dettagliata del ciclo termodinamico è opportuno riferirsi al circuito ermetico di una macchina reale rappresentato in figura, riferito ad una pompa di calore ad assorbimento reversibile aerotermica GAHP-AR.
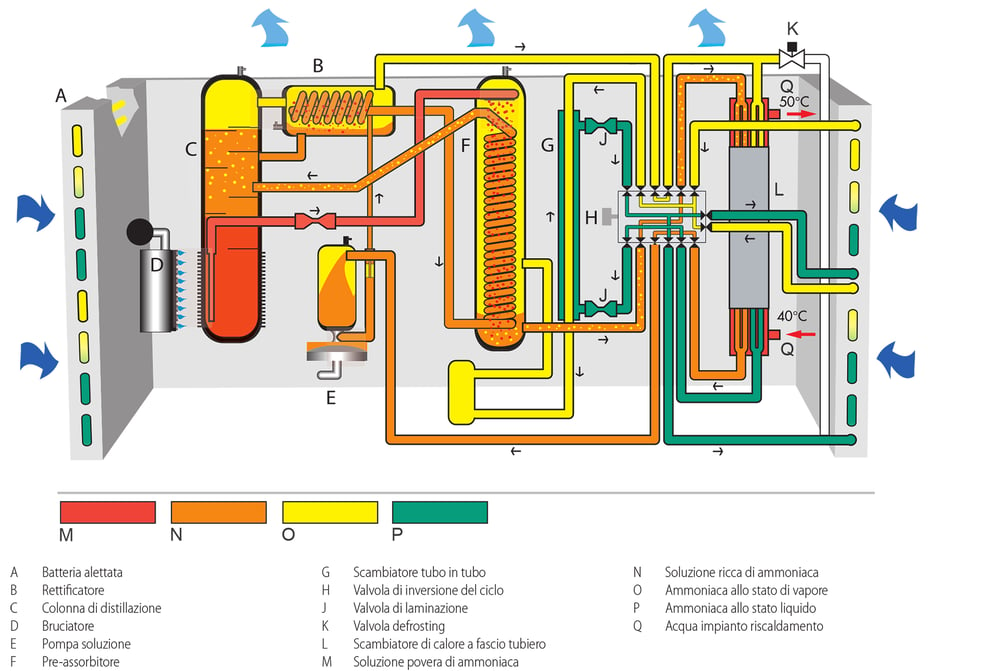 Ciclo assorbimento GAHP-AR riscaldamento
Ciclo assorbimento GAHP-AR riscaldamento
Il bruciatore multi gas (D) è utilizzato per scaldare la soluzione assorbente-refrigerante provocando la separazione dei due componenti per evaporazione del refrigerante nella colonna di distillazione (C). Il complesso bruciatore-colonna di distillazione viene definito generatore e nelle macchine ad assorbimento sostituisce il compressore tipico delle apparecchiature a compressione di vapore.
Il vapore di refrigerante caldo uscente dal generatore, attraversando il rettificatore (B) si separa dalle ultime parti d’acqua presenti ed entra nello scambiatore di calore a fascio tubiero (L), il quale nella stagione invernale assume il ruolo di condensatore-assorbitore della macchina.
La condensazione: il primo effetto utile
In questa parte del circuito lo scambiatore di calore funge da condensatore del refrigerante, il quale cede all’acqua dell’impianto di riscaldamento il calore latente di condensazione.
Questo passaggio di stato del refrigerante costituisce quindi il primo effetto utile della macchina. Il refrigerante uscente dalla sezione di condensazione attraversa una prima sezione di laminazione, uno scambiatore di calore “tubo in tubo” (G) ed una seconda sezione di laminazione dove progressivamente, attraverso successive diminuzioni di pressione e di temperatura, è portato alle condizioni ideali per cambiare nuovamente di stato passando alla fase gassosa.
Nella batteria alettata (A) infatti il refrigerante, prelevando calore dall’aria dell’ambiente esterno, evapora. In questa parte del circuito la pompa di calore importa all’interno del ciclo una porzione di energia rinnovabile aerotermica.
L'evaporazione del refrigerante: energia rinnovabile dall'aria
E’ interessante sapere che il refrigerante utilizzato dalle pompe di calore GAHP nella batteria alettata può evaporare alla pressione atmosferica anche alla temperatura di -33°C.
Questa caratteristica termodinamica del refrigerante consente di prelevare energia rinnovabile dall’aria anche quando la temperatura di quest’ultima raggiunge valori fortemente negativi, e permette quindi di non aver bisogno di caldaie di back up.
L’ammoniaca evaporata nella batteria alettata, dopo essersi surriscaldata nello scambiatore “tubo in tubo” (G) entra nel pre-assorbitore (F) dove incontrandosi con l’assorbente nebulizzato (l’acqua) dà luogo alla reazione di assorbimento vera e propria.
La reazione di assorbimento: il secondo effetto utile
L’assorbimento è una reazione chimica esotermica che per evolvere necessita di veder asportata l’energia termica emessa. Nel pre-assorbitore tale energia viene parzialmente utilizzata per pre-riscaldare la soluzione acqua-ammoniaca prossima a rientrare nel generatore. Per completare la reazione d’assorbimento, la soluzione viene inviata nuovamente allo scambiatore di calore a fascio tubiero (L).
In questa fase del ciclo, lo scambiatore funge da assorbitore e consente di cedere al fluido termovettore dell’impianto termico una considerevole quantità d’energia termica che costituisce il secondo effetto utile della macchina.
Il completamento del ciclo e la valvola di inversione
La soluzione acqua ammoniaca uscente dallo scambiatore di calore (L) viene inviata dalla pompa delle soluzioni (E) nuovamente al generatore, passando nuovamente per il pre-assorbitore (F) e il rettificatore (B) dove si pre-riscalda recuperando calore dal ciclo stesso.
Nel generatore ricomincia quindi il ciclo frigorifero ora descritto. La posizione (H) nel disegno rappresenta la valvola di inversione del ciclo della pompa di calore, costituita da un organo meccanico attraverso il quale viene deviato il flusso di refrigerante nel circuito. Tale operazione consente di invertire stagionalmente la modalità di funzionamento e produrre acqua calda nella stagione invernale e acqua refrigerata nella stagione estiva.
La valvola di defrosting: rimozione efficiente del ghiaccio
Nella posizione (K) è indicata invece la valvola di defrosting, che permette, qualora necessario, un rapido scongelamento della batteria alettata, senza bisogno di invertire il ciclo frigorifero o di attivare ausiliari elettrici.
Questo perché, come si vede dallo schema, solo uno dei due apporti energetici all’evaporatore viene deviato verso la batteria, e si tratta nella fattispecie di vapore caldo di ammoniaca. Questo permette di garantire rapidamente (in tempi dell’ordine dei 180 secondi) la rimozione del ghiaccio e di mantenere allo stesso tempo il 50% di potenza al circuito riscaldamento, senza alterare in modo sensibile l’efficienza della macchina.
NOTE:
- Attenersi sempre alle normative locali o nazionali in vigore per lo specifico caso in esame.
- Nell’ottica del miglioramento continuo che da sempre guida la filosofia aziendale ogni contributo o suggerimento volto al miglioramento di questo documento è benvenuto e può essere indirizzato ai nostri specialisti.
- Tutte le parole che figurano sottolineate sono collegamenti ad altri contenuti, che non saranno quindi disponibili qualora il documento venga stampato.
- I presenti contenuti hanno carattere di indicazione tecnica. Non sono quindi da intendersi quali indicazioni esecutive e in nessun caso Robur S.p.A. potrà essere responsabile qualora queste indicazioni siano adottate senza il previo parere favorevole di un progettista abilitato, su cui ricade per legge la responsabilità delle scelte progettuali.



Chiedi o commenta